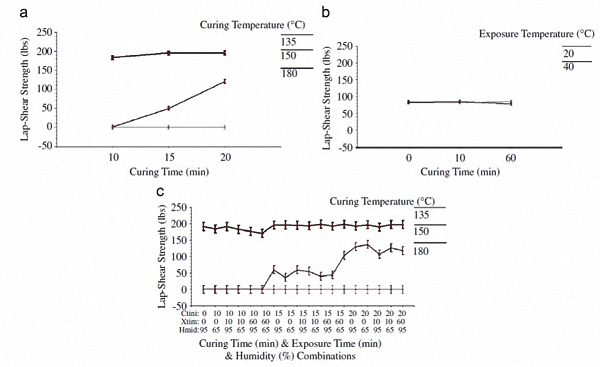
1. 未固化胶粘剂内水分含量对SAE1006钢板接头强度的影响
研究了暴露温度、暴露时间、固化温度以及固化时间对镀锌SAE1006钢板接头强度的影响。
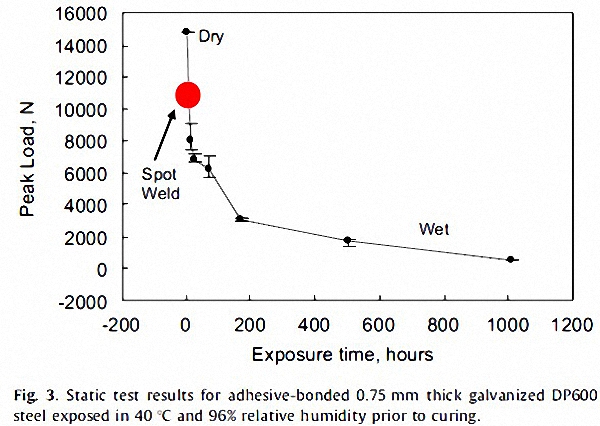
2. 未固化胶粘剂内水分含量对的DP600钢板接头强度的影响
研究发现固化前胶粘剂在湿热环境中暴露1008小时导致镀锌DP600钢板胶接接头强度下降96%之多。

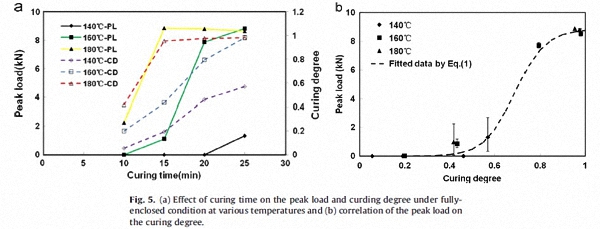
3. 热暴露条件对低碳钢钢板胶接接头强度的影响
研究了固化温度、固化时间以及在加热炉中的暴露条件对钢板胶接接头强度的影响。
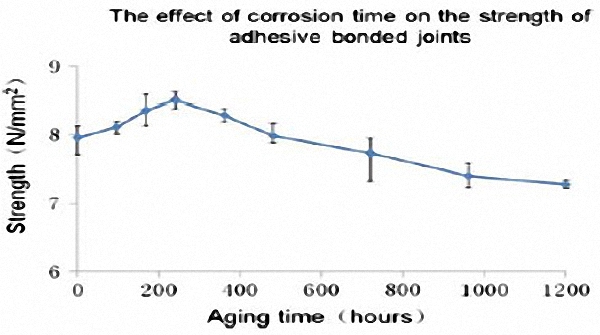
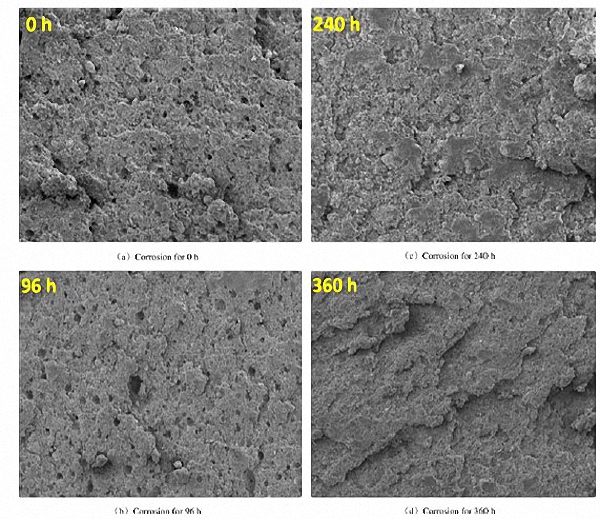
4. 盐雾条件对铝合金-环氧胶接接头机械性能的影响
在盐雾环境下,铝合金胶接接头的剩余强度随着暴露时间呈现先略微上升再下降的规律。
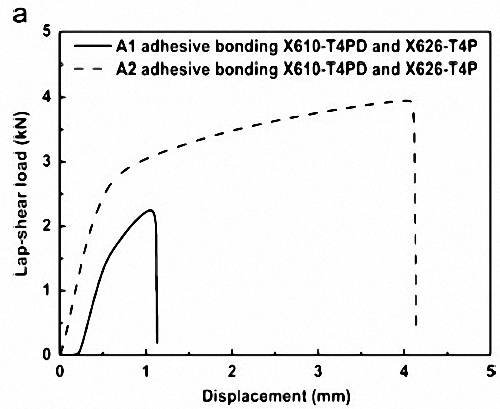
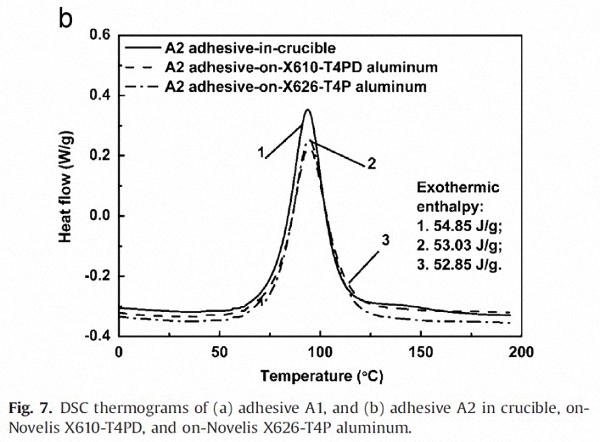
5. 胶粘剂特征对铝合金胶接接头静态强度的影响
研究了胶粘剂特征对铝合金胶接接头强度的影响。
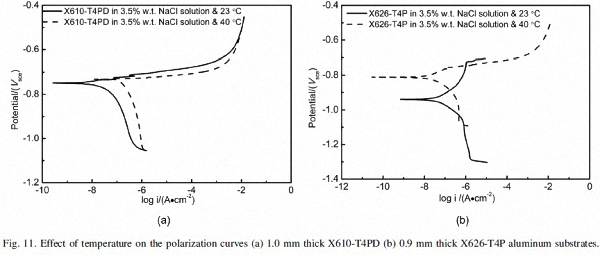
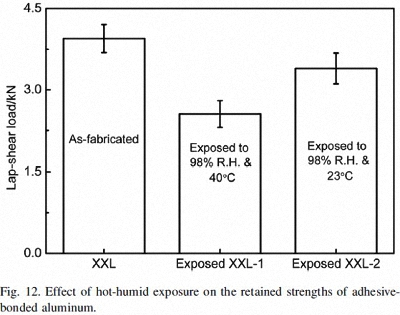
6. 高湿度环境暴露对铝合金胶接接头强度的影响
研究了高湿度环境暴露(98%的相对湿度,40℃)对铝合金胶接接头强度的影响。
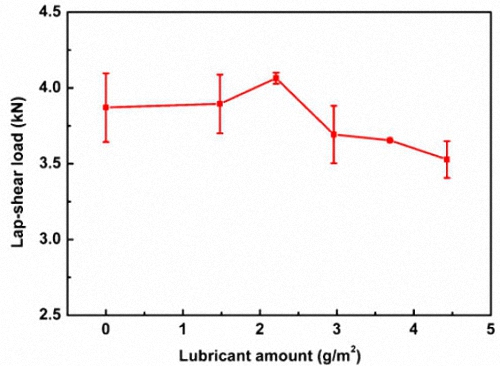
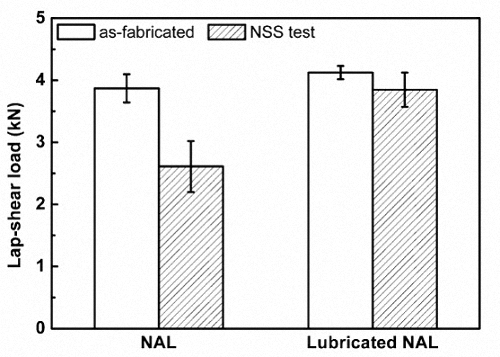
7. 润滑条件对铝合金胶接接头强度的影响研究
研究发现适当的润滑油量不仅没有降低接头的强度,还提高了接头的抗腐蚀性能。
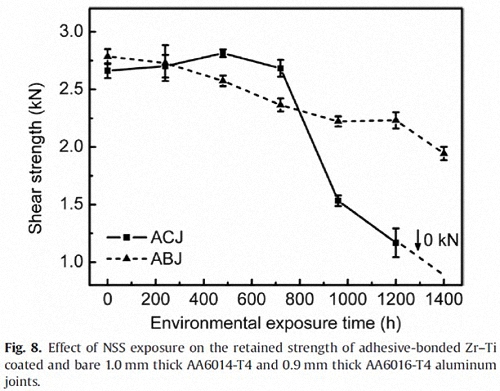
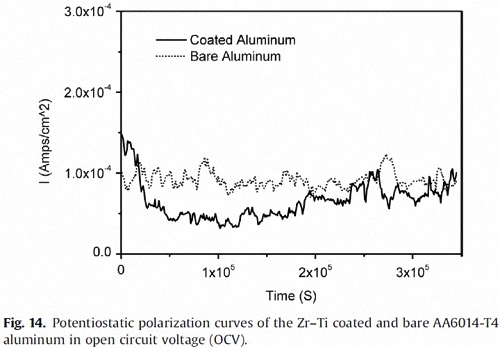
8. 长期盐雾暴露对锆钛涂层铝板胶接接头耐久性的影响
研究发现涂层在短期的腐蚀环境中起到保护接头的作用,而在长期腐蚀环境中发生破坏进而降低了接头的强度。
9. 镁合金AZ31B表面特征与胶接接头强度的关系研究
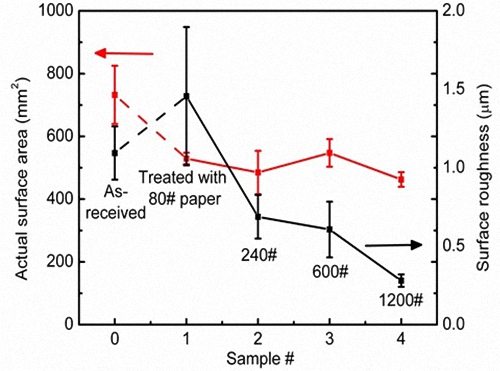
表面打磨对镁合金表面真实表面积和粗糙度的影响
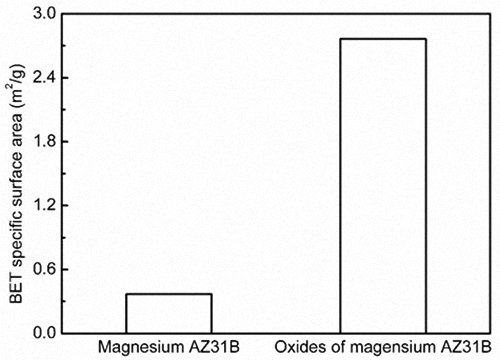
镁合金表面氧化物对其BET比表面积影响
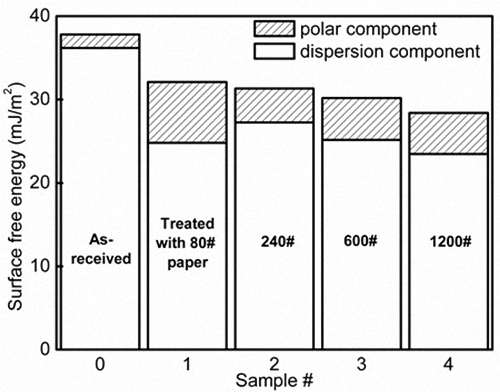
表面打磨对镁合金表面自由能影响
10. 激光表面处理对铝合金胶接性能的影响
研究发现激光表面处理改善了铝板表面的物理和化学特性,从而提高了铝合金的胶接强度及其失效模式

不同激光功率处理的表面形貌
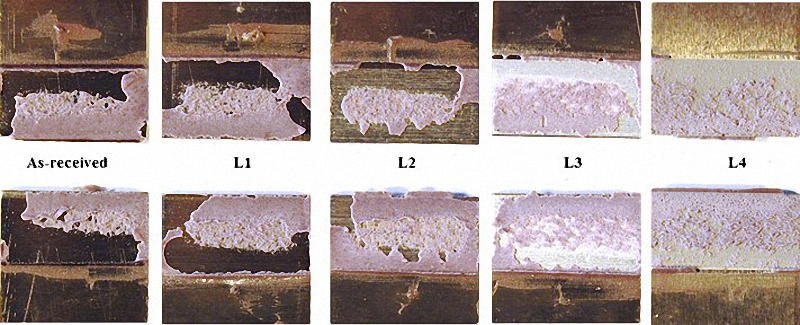
在54℃水中暴露7天
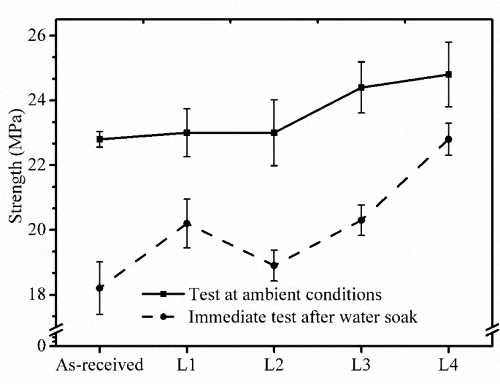
胶接接头强度演化
1. 搅拌摩擦单面铆接技术介绍
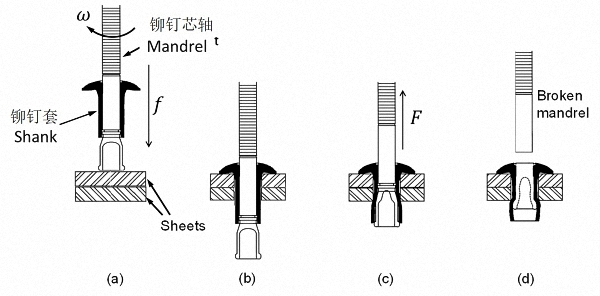
搅拌摩擦单面铆接技术工艺原理图

搅拌摩擦单面铆接技术实验设备
2. 异种铝合金板的连接
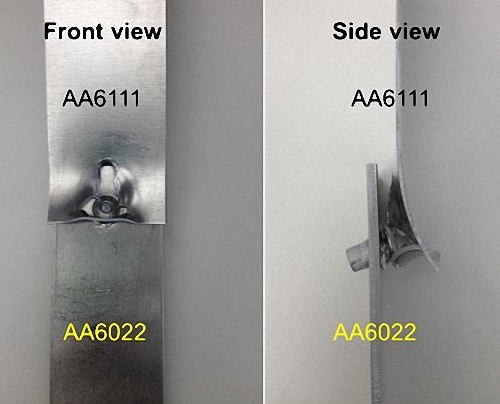
搅拌摩擦单面铆接接头单拉失效形式
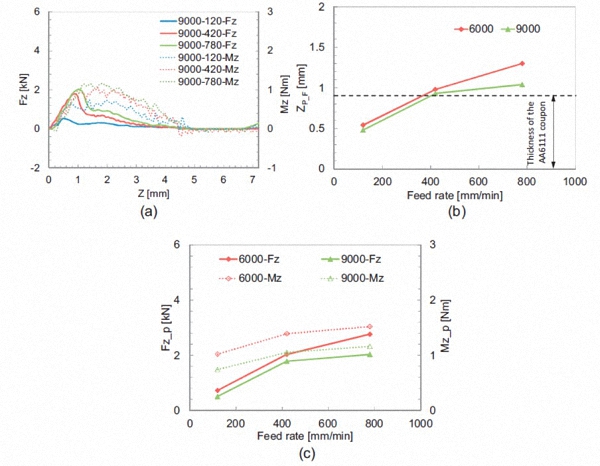
搅拌摩擦单面铆接工艺参数关系
3. 铝合金板与CFRP的连接
铆接过程工艺参数对接头性能影响不大,而接头两种材料的上下放置顺序却对接头性能影响较大。
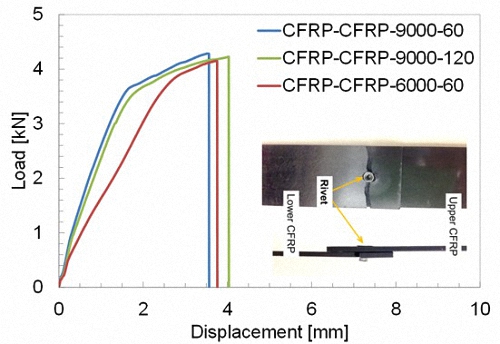
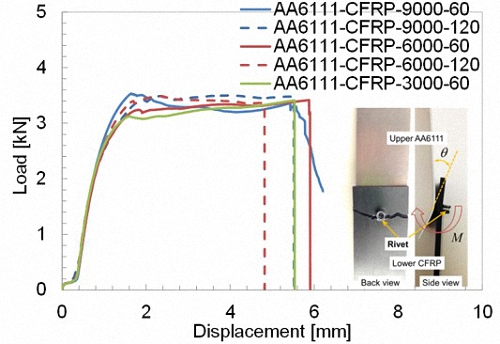
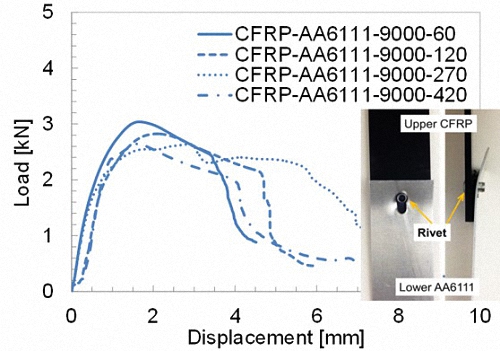
工艺参数材料叠放顺序对接头强度的影响
4. 铝合金板与铸造镁合金的连接
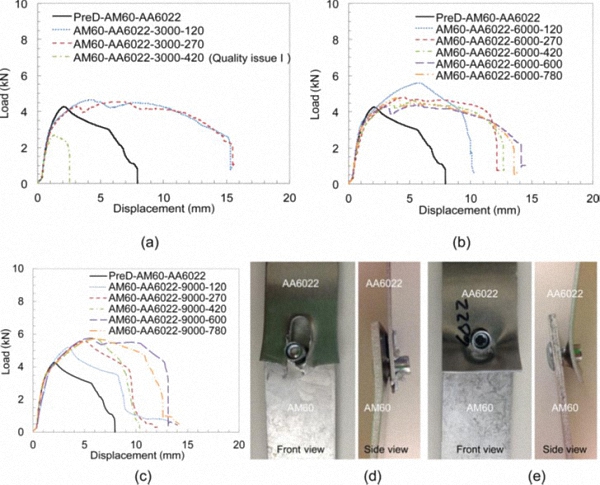
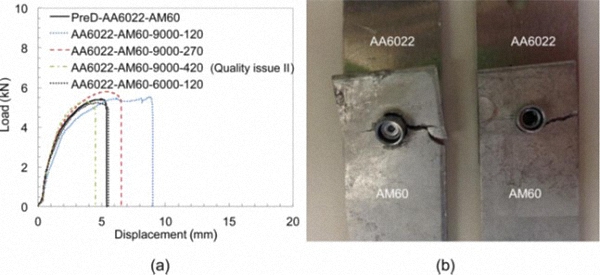
工艺参数材料叠放顺序对接头强度的影响
5. 影响区的确定
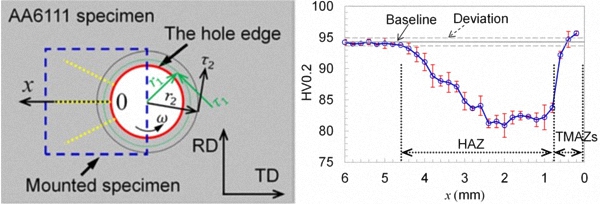
试样影响区域检测位置示意图和机械性能分布
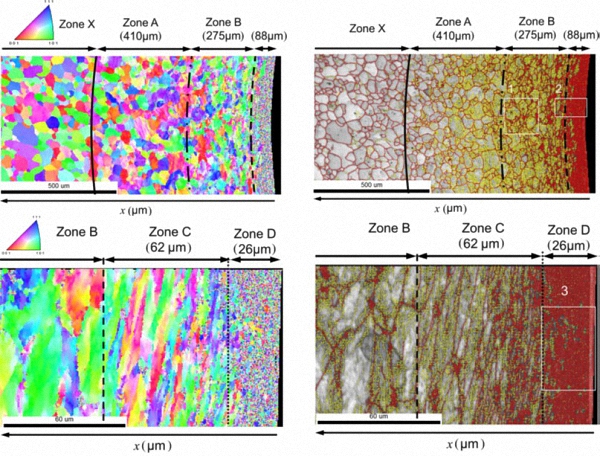
影响区域的微观组织
5. 自主设计的新型铆钉形状。
US Patent:
Li Y Q, Min J Y, Carlson B E, Hu S J. “Rivet with cutting mandrel tip and one-sided joining method”, US20160201709 A1
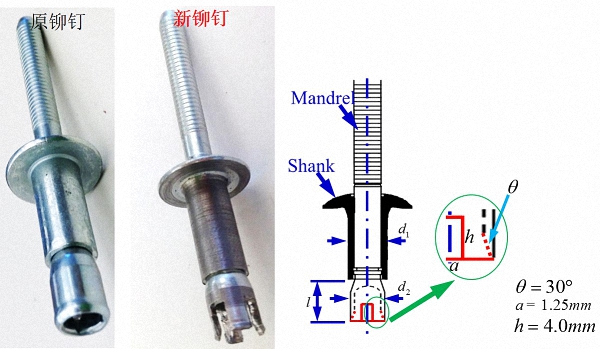
申请专利的铆钉设计示意图
表 工艺参数与峰值力的关系

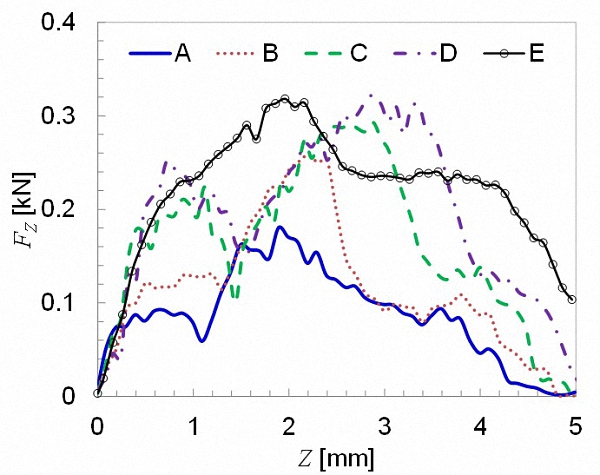
工艺参数与峰值力的关系

6. 胶层对搅拌摩擦铆接接头的抗腐蚀性能影响
由CFRP、AA6062以及镀锌铆钉组成的FSBR接头中,可以确定各个材料在NSS腐蚀环境中的作用(阳极或阴极)。
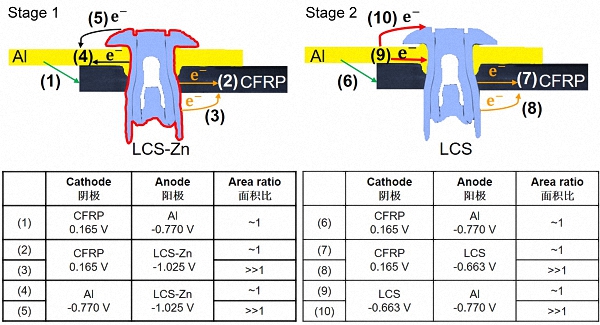
接头在腐蚀环境中的电化学反应过程
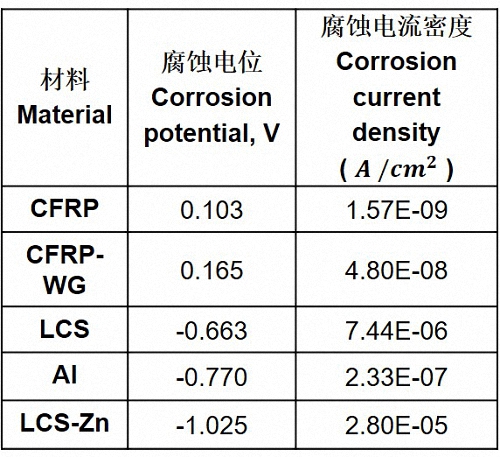
测试了不同材料的极化曲线,获得了各材料的腐蚀电位和腐蚀电流密度。
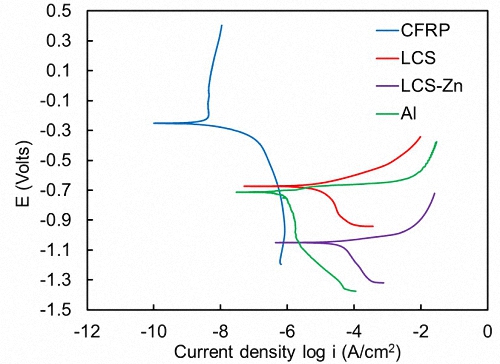
材料在5.0 wt.%氯化钠溶液的极化曲线
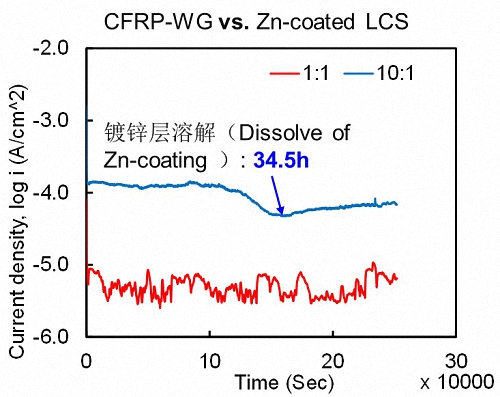
不同面积比锌层溶解所需时间:
1:1 900 hours
10:1 34.5 hours
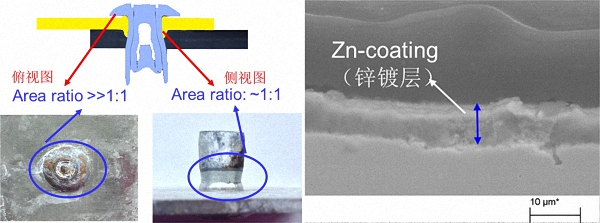
通过SEM测得的锌层厚度为8.34um,当面积比为10:1时,由腐蚀速率计算得到的锌层厚度为8.35um。
1. 搅拌摩擦焊接工艺介绍
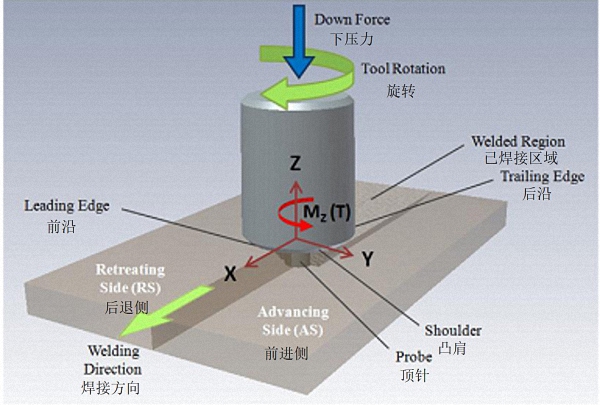
搅拌摩擦焊接工艺示意图
焊缝里的缺陷将降低拼焊板的成形性。可通过优化搅拌摩擦焊的焊接参数提高焊接质量及拼焊板的机械性能。
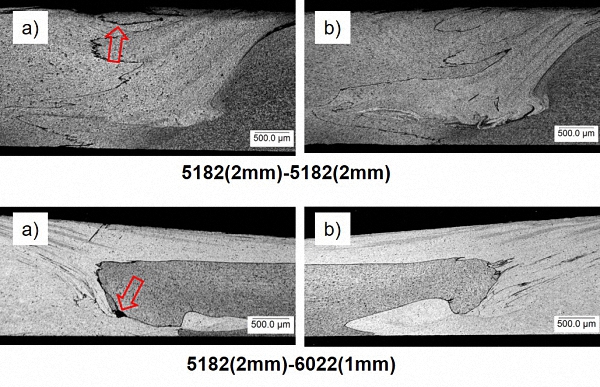
搅拌摩擦焊接接头微观组织
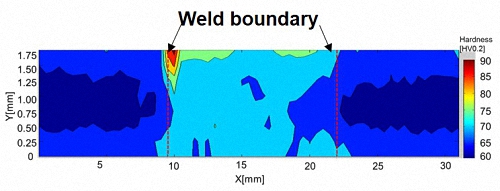
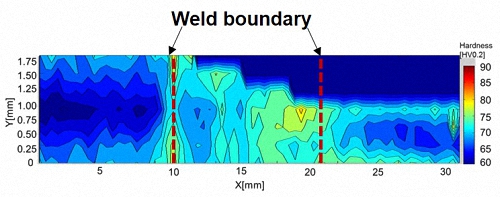
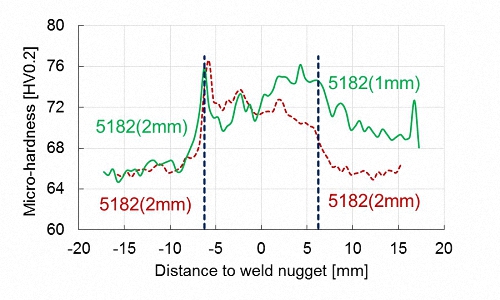
搅拌摩擦焊接接头硬度分布
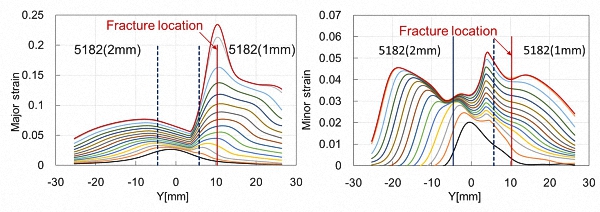
成形过程中,5182差厚拼焊板的断裂位置常出现在薄侧,且为靠近焊缝的主应变波峰或次应变波谷处。
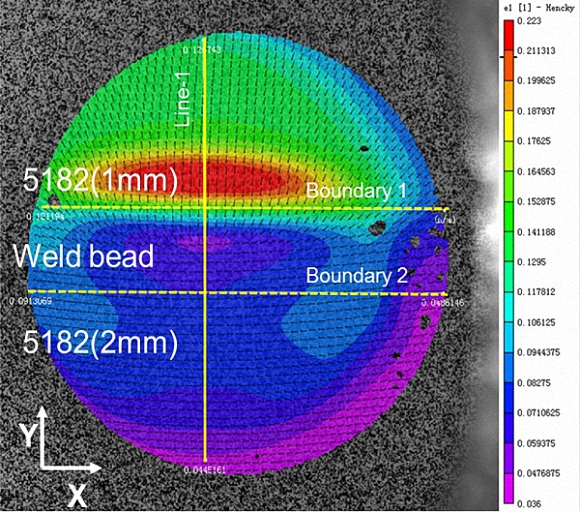
5182(1mm)-5182(2mm):在成形过程中的应变在空间上的分布
5182(1mm)-5182(2mm):在成形过程中的应变在时间上的分布
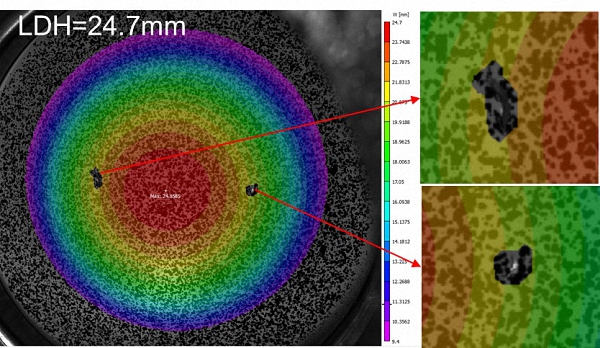
胀形高度在空间上的分布
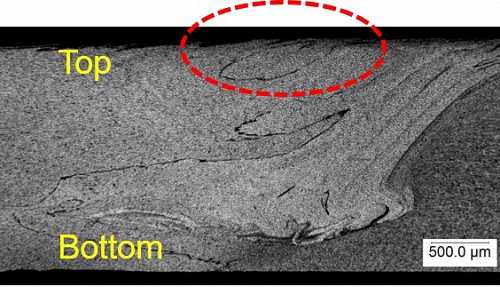
在胀形试验过程中,5182等厚拼焊板受到拉深-弯曲组合受力,虚线圈中所示缺陷将导致拼焊板微裂纹的产生,这是其极限胀形高度低于母材的一个主要原因。
搅拌摩擦焊接接头微观组织